
Защелкивающиеся соединения пластмассовых деталей являются дешевым и эффективным способом установки пластиковых компонентов. Они используются для соединения частей кожухов, для фиксации соединений и для крепления монтажных деталей на пластиковых кожухах. В них используются такие свойства пластмасс, как высокая способность к растяжению и относительно низкая жесткость.
Защелкивающиеся соединения
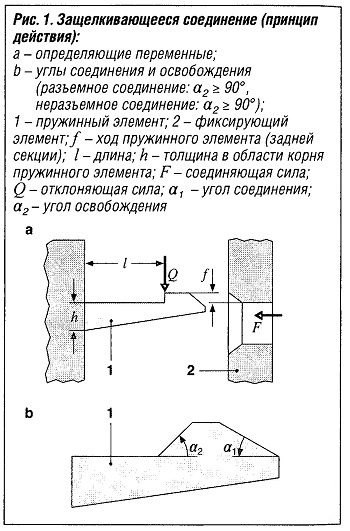 Все защелкивающиеся соединения характеризуются кратковременным отклонением упругого элемента от первоначального положения в процессе соединения, после чего он возвращается на место за установочным выступом ответной части. В зависимости от конфигурации углов элементов соединения, можно создавать как разъемные без разрушения, так и неразъемные соединения (см. рис. «Защелкивающееся соединение (принцип действия)» ).
Все защелкивающиеся соединения характеризуются кратковременным отклонением упругого элемента от первоначального положения в процессе соединения, после чего он возвращается на место за установочным выступом ответной части. В зависимости от конфигурации углов элементов соединения, можно создавать как разъемные без разрушения, так и неразъемные соединения (см. рис. «Защелкивающееся соединение (принцип действия)» ).
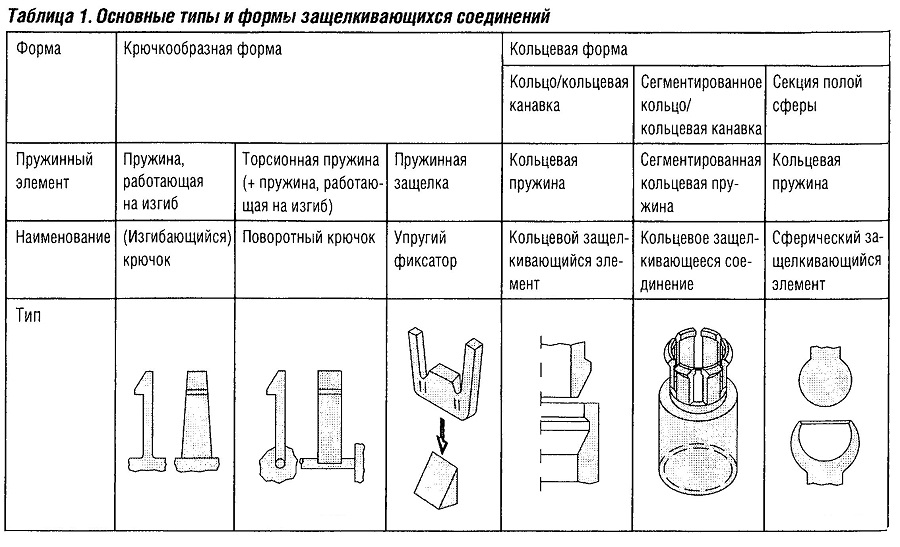
Основные формы защелкивающихся соединений показаны в табл. «Основные типы и формы защелкивающихся соединений»:
- Упругие защелкивающиеся крючки (изгибающиеся пружины закреплены на одной стороне);
- Упругие фиксаторы;
- Кольцевые соединения, в том числе сегментированные (с продольными прорезями);
- Сферические защелкивающиеся соединения, в том числе сегментированные;
- Поворотные защелкивающиеся крючки.
Указания по проектированию и компоновка защелкивающихся соединений
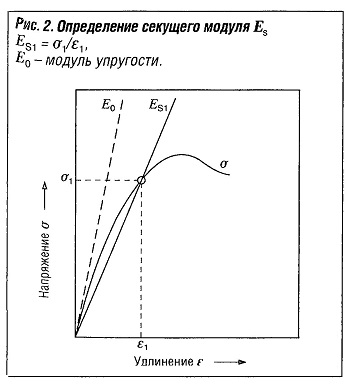 Пружинные элементы разрабатываются с учетом допустимого удлинения пластмассы в процессе соединения. При этом следует брать в расчет наименее подходящий материал (например, сухой полиамид). В качестве модуля упругости используется секущий модуль:
Пружинные элементы разрабатываются с учетом допустимого удлинения пластмассы в процессе соединения. При этом следует брать в расчет наименее подходящий материал (например, сухой полиамид). В качестве модуля упругости используется секущий модуль:
Es = σ1/ԑ1
зависящий от удлинения (см. рис. «Определение секущего модуля» ). Значения модуля для различных пластмасс можно получить, например, из базы данных CAMPUS (http://www.campusplastics.com). Чтобы достичь равномерного распределения напряжения и оптимального использования материала в диапазоне изгиба упругих элементов, необходимо, чтобы толщина от основания до свободного конца элемента уменьшилась наполовину. В качестве альтернативы можно на одну четверть уменьшить ширину элемента в области свободного конца. Избежать возникновения концентраций напряжений могут помочь скругления в области соединения упругого элемента с компонентом.
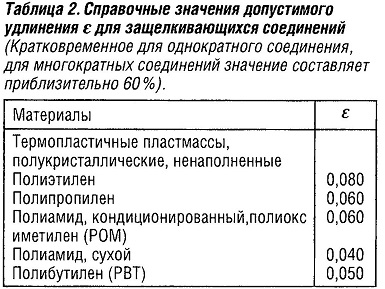
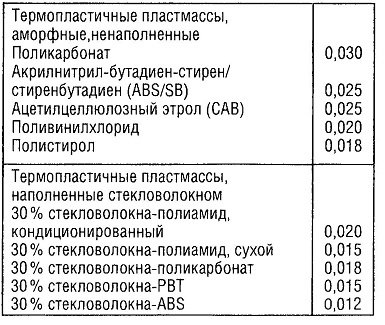
Во избежание ползучести под нагрузкой и, следовательно, остаточной деформации, после соединения упругий элемент должен полностью вернуться в исходное состояние. Наличие напряжения растяжения в упругом элементе под действием рабочих усилий допускается. Допустимое отклонение (ход пружиного элемента f) в процессе соединения зависит от геометрии крючка и допустимого удлинения ԑ пластмассы (см. табл. «Справочные значения допустимого удлинения ԑ для защелкивающихся соединений» ). Формулы для различных поперечных сечений могут быть взяты из соответствующей технической литературы, или они включены в специальные программы вычислений. Отклоняющая сила Q вычисляется, исходя из жесткости пластмассы в виде секущего модуля Es и геометрии соединения (изгибающего момента модуля сечения W).
 |
 |
Соединяющая сила F вычисляется, исходя из отклоняющей силы Q, угла соединения (обычно 30°) и коэффициента трения μ между соединяемыми компонентами по формуле:
F = Q(μ + tana1)/(1-μ tana1)
Сила освобождения защелкивающегося соединения вычисляется по той же формуле, но в этом случае следует использовать значение угла освобождения крючка а2 (обычно 60°). В случае неразъемного соединения (а2 > 90°) прочность ограничивается максимально допустимой осевой нагрузкой защелкивающихся крючков.
Программы вычислений защелкивающихся соединений
Различные производители пластмасс в качестве дополнительной услуги предлагают своим покупателям легкие в использовании программы вычислений (например, “Snaps” от BASF, “FEAsnap” от Bayer и “Fitcalc” от Ticona). В эти программы включено большинство характеристик материалов для номенклатуры изделий изготовителей.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ: