Пайка деталей, это технологическая операция, применяемая для получения неразъемного соединения деталей из различных материалов путем введения между этими деталями расплавленного припоя, имеющего более низкую температуру плавления, чем материал соединяемых деталей. Вот о том, какой бывает пайка, мы и поговорим в этой статье.

Пайка деталей
В процессе пайки дополнительный материал (припой) расплавляется и наносится для получения неразъемного соединения на две или несколько деталей, изготовленных из одного или разных металлов. Также используется флюс или защитный газ.
Флюсы (неметаллические материалы) используются для удаления и предотвращения образования любых оксидных пленок, остающихся на поверхностях соединяемых деталей после очистки. Имеется возможность защищать соединяемые поверхности покрытием из припоя. Сведения о флюсах можно найти в стандартах DIN EN 29454 и DIN EN 1045.
Точка плавления припоя лежит ниже температуры плавления соединяемых деталей. Припой равномерно распределяется вдоль места соединения без расплавления самих этих деталей.
Прочность паянного соединения может быть равна прочности самого базового материала. Для достижения требуемой прочности необходимо иметь узкие зазоры, в которых примыкающий, более прочный материал предотвращает деформацию припоя.
Для описания паянных соединений используются данные о температурном диапазоне, источнике тепла и геометрической форме соединения (структуре).
В отношении рабочей температуры различаются:
- Пайка мягким припоем;
- Пайка твердым припоем.
Рабочая температура определяется как наименьшая, при которой происходит расплавление и распределение припоя для образования соединения.
Еще один критерий, по которому классифицируются процессы пайки — это способ нагрева. Наиболее важными методами являются:
- Ликвация;
- Индукционная пайка;
- Пайка открытым пламенем;
- Пайка паяльником.
В отношении формы соединений различаются:
- пайка без зазорных соединений;
- Пайка твердым припоем V-образных соединений.
Пайка мягким припоем
Пайка мягким припоем применяется для получения прочного шва при температуре до 450°С. Припои с температурой плавления не более 200°С называют также быстрыми.
Пайка твердым припоем
Пайка твердым припоем (высокотемпературная пайка) применяется для получения прочного соединения при температуре плавления выше 450°С (например, медный припой или комбинированный медноцинковый и серебряный припой). Дополнительные сведения о припоях можно найти в стандартах DIN EN ISO 9453, DIN EN ISO 12224, DIN EN 1044.
Применение пайки твердым припоем:
- пайка твердым припоем V-образных соединений; стальных листов при изготовлении кузовов, в том числе различного качества, и в случае большой разницы толщины стенок;
- Пайка без зазорных соединений радиаторов, труб в процессе сборки.
Ликвация
Нагрев производится в проходных или вакуумных печах с определенными температурными и временными характеристиками. Перед помещением в печь компоненты закрепляются, и припой наносится в виде пасты.
Индукционная пайка
Нагрев локализуется посредством индукции.
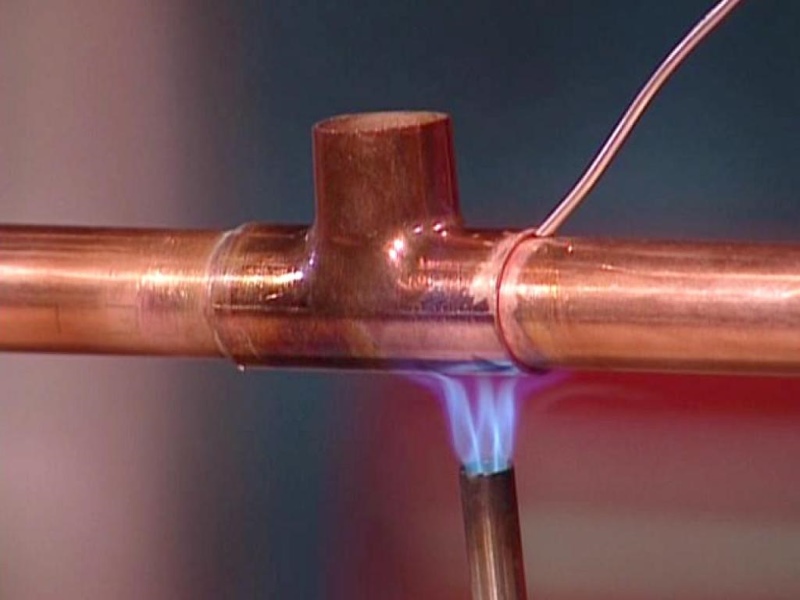
Пайка открытым пламенем
Нагрев осуществляется отдельными горелками или системой газового нагрева. В зависимости от характера операций, могут применяться кислородно-ацетиленовые горелки (газосварочного типа) или паяльные лампы. Припой обычно подается сбоку в форме прутка. Флюс наносится отдельно или содержится в припое.
Пайка паяльником
Нагрев производится ручным или механическим паяльником. Паяльник может также использоваться для работы на предварительно луженых поверхностях.
Дополнительные процессы:
- Пайка в соляной ванне;
- Пайка окунанием;
- Пайка электросопротивлением;
- Дуговая пайка в среде защитного газа;
- Плазменная пайка;
- Лазерная пайка.
В отношении геометрии соединений и используемого флюса различаются пайка беззазорных соединений и пайка твердым припоем V-образных соединений.
Пайка беззазорных соединений
Зазор заполняется за счет капиллярного эффекта жидкого припоя. Прочность паяного соединения определяется исключительно прочностью основных материалов. Типичными процессами являются ликвация, пайка открытым пламенем и индукционная пайка.
Пайка твердым припоем V-образных соединений
Зазор заполняется припоем под действием силы тяжести. Прочность паяного соединения определяется прежде всего прочностью припоя. Типичными производственными процессами являются дуговая и лазерная пайка.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ: